|









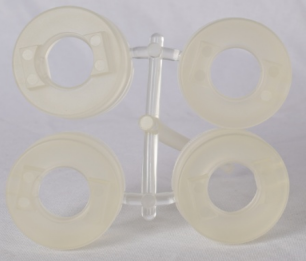
SAN+%30 Cam Elyaf
Parça bıçağı incedir ve cam elyafın eklenmesi zor doldurmaya neden olur.
Çekirdek ve boşluk arasındaki PL adımı maksimum 0,05 mm'dir.
4 taraftaki kaydırıcılar, bıçak üzerinde kısa atışların kolayca görünmesini sağlar, parça üretiminin stabilitesini sağlamalıdır.
Parça sorunlarını önlemek için parçayı profesyonel bir bakış açısıyla analiz edin ve GDM, GDM'nin bol miktarda teknik deneyime sahip olması için 1*8 boşluklar yapardı.
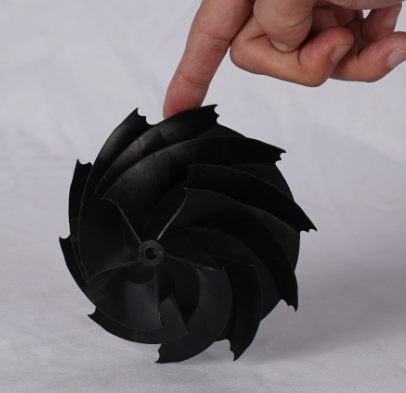
Enjeksiyon Kalıplı Çapraz Akışlı Fanların Sanatı ve Bilimi: Boşluk Tasarımı ve Optimizasyonuna Bir Bakış
Üretim dünyası, özellikle enjeksiyon kalıplama alanında yenilik ve hassasiyetle dolu, dinamik bir ortamdır.Bunun bir örneği, çok sayıda bileşene dayanan bir süreç olan Çapraz akışlı fanların üretimidir ve kalıp boşluğu tasarımının temel noktasıdır.Bu makale, Zhuhai Gree Daikin Hassas Kalıbın (GDM) bu alandaki katkısını vurgulayarak mükemmel boşluğu tasarlamanın karmaşık ayrıntılarını ele alıyor.
**Enjeksiyon Kalıp Boşluk Tasarımı ve Boşluk Düzeni Optimizasyonu**
Başarılı enjeksiyon kalıplamanın temel taşı, kalıp boşluğunun düşünceli tasarımıdır.GDM'de, boşluklarımızın optimum performans için tasarlanmasını sağlamak amacıyla Gree Electric ve Daikin Industries'in en iyi uygulamalarını birleştiriyoruz.Bu boşlukların düzeni, malzemenin düzgün akışı için optimize edilmiş olup, tekdüzelik sağlanmakta ve kusur olasılığı azaltılmaktadır.
**Duvar Kalınlığı Analizi ve Yolluk Sistemi Tasarımı**
Boşluk tasarımının önemli bir yönü duvar kalınlığı analizidir.Çapraz akışlı fanın ince kanadı, duvar kalınlığında hassasiyet gerektirir; SAN+%30 Cam Elyaf, doldurmada benzersiz zorluklar yaratır.Yolluk sistemi tasarımı bunu kolaylaştırır ve malzemeyi kalıp boşluğuna verimli ve tutarlı bir şekilde yönlendirir.
**Runner Tasarımı, Dengeleme ve Boşluk Soğutma Sistemi Tasarımı**
Yolluk sisteminin tasarımı ve dengelenmesi, eşit sıcaklık dağılımının sağlanmasında ve basınç düşüşlerinin azaltılmasında çok önemli bir rol oynar.Bunu tamamlayan, boyut doğruluğunu ve parça kalitesini korumak için kalıplanmış parçanın hızlı bir şekilde soğutulmasına yardımcı olan boşluk soğutma sistemi tasarımıdır.
**Fırlatma Sistemi Tasarımı ve Taslak Açı Tasarımı**
Çıkarma sistemi, kalıplanmış parçanın kusursuz bir şekilde serbest bırakılmasını sağlayacak ve deformasyon veya hasar riskini azaltacak şekilde tasarlanmıştır.Taslak açısı tasarımı bu süreçte kritik bir rol oynar ve parçayı sorunsuz bir şekilde dışarı çıkarır.
**Yüzey Kaplama Gereksinimleri ve Boşluklar için Malzeme Seçimi**
Boşluk için yüzey kaplama gereksinimleri çok önemlidir.Bunlar yalnızca çapraz akışlı fan kanatlarının estetik kalitesini etkilemekle kalmaz, aynı zamanda işlevselliğini de etkiler.Boşluklar için malzeme seçimi, aşınma direnci, dayanıklılık ve işlenebilirlik gibi hususlarla birlikte aynı derecede önemlidir.
**Kavite İşleme Prosesleri ve Kavite Parlatma Teknikleri**
Maça ile kavite arasındaki maksimum 0,05 mm'lik PL adımıyla kavite işleme proseslerinde hassasiyet çok önemlidir.Kalıplama işlemi sırasında sürtünmeyi azaltan, pürüzsüz, yüksek kaliteli bir yüzey elde etmek için boşluk cilalama teknikleri uygulanır.
**Kavite İnceleme Yöntemleri ve Parametrik Kavite Tasarımı**
Boşluk muayene yöntemleri, tüm parametrelerin karşılanmasını ve sorunların üretim aşamasından önce düzeltilmesini sağlar.Parametrelerin özel gereksinimlere göre ayarlanabildiği parametrik boşluk tasarımı, kalıbın çok yönlülüğünü artırır.
**Boşluklar için Hızlı Prototipleme ve Boşluklar için Konformal Soğutma**
Boşluklar için hızlı prototip oluşturma, doğrulama için prototiplerin hızlı ve doğru şekilde üretilmesini sağlar.Kavitenin şeklini takip edecek şekilde tasarlanmış uyumlu soğutma kanalları, verimli soğutma ve daha yüksek üretkenlik sağlar.
**Çok Malzemeli Enjeksiyon Kalıplama ve Insert Kalıplama Teknikleri**
Çok malzemeli enjeksiyon kalıplama, karmaşık parçaların oluşturulmasına olanak tanıyarak tasarım olanaklarını genişletir.Insert kalıplama teknikleri, birden fazla malzemenin tek bir parçaya entegre edilmesini sağlayarak işlevselliğini artırır.
Sonuç olarak, çapraz akışlı fanlı enjeksiyon kalıplama işlemi, hassasiyet sanatının ve doğruluk biliminin bir kanıtıdır.GDM'de, iki küresel üretim devinin sinerjisinden faydalanarak, dünyaya son teknoloji ürünü hassas kalıplar sunmak için teknoloji ve uzmanlığın birleştiği bir dünya yaratıyoruz.
Enjeksiyon Kalıplı Çapraz Akışlı Fanların Sanatı ve Bilimi: Boşluk Tasarımı ve Optimizasyonuna Bir Bakış
Üretim dünyası, özellikle enjeksiyon kalıplama alanında yenilik ve hassasiyetle dolu, dinamik bir ortamdır.Bunun bir örneği, çok sayıda bileşene dayanan bir süreç olan Çapraz akışlı fanların üretimidir ve kalıp boşluğu tasarımının temel noktasıdır.Bu makale, Zhuhai Gree Daikin Hassas Kalıbın (GDM) bu alandaki katkısını vurgulayarak mükemmel boşluğu tasarlamanın karmaşık ayrıntılarını ele alıyor.
**Enjeksiyon Kalıp Boşluk Tasarımı ve Boşluk Düzeni Optimizasyonu**
Başarılı enjeksiyon kalıplamanın temel taşı, kalıp boşluğunun düşünceli tasarımıdır.GDM'de, boşluklarımızın optimum performans için tasarlanmasını sağlamak amacıyla Gree Electric ve Daikin Industries'in en iyi uygulamalarını birleştiriyoruz.Bu boşlukların düzeni, malzemenin düzgün akışı için optimize edilmiş olup, tekdüzelik sağlanmakta ve kusur olasılığı azaltılmaktadır.
**Duvar Kalınlığı Analizi ve Yolluk Sistemi Tasarımı**
Boşluk tasarımının önemli bir yönü duvar kalınlığı analizidir.Çapraz akışlı fanın ince kanadı, duvar kalınlığında hassasiyet gerektirir; SAN+%30 Cam Elyaf, doldurmada benzersiz zorluklar yaratır.Yolluk sistemi tasarımı bunu kolaylaştırır ve malzemeyi kalıp boşluğuna verimli ve tutarlı bir şekilde yönlendirir.
**Runner Tasarımı, Dengeleme ve Boşluk Soğutma Sistemi Tasarımı**
Yolluk sisteminin tasarımı ve dengelenmesi, eşit sıcaklık dağılımının sağlanmasında ve basınç düşüşlerinin azaltılmasında çok önemli bir rol oynar.Bunu tamamlayan, boyut doğruluğunu ve parça kalitesini korumak için kalıplanmış parçanın hızlı bir şekilde soğutulmasına yardımcı olan boşluk soğutma sistemi tasarımıdır.
**Fırlatma Sistemi Tasarımı ve Taslak Açı Tasarımı**
Çıkarma sistemi, kalıplanmış parçanın kusursuz bir şekilde serbest bırakılmasını sağlayacak ve deformasyon veya hasar riskini azaltacak şekilde tasarlanmıştır.Taslak açısı tasarımı bu süreçte kritik bir rol oynar ve parçayı sorunsuz bir şekilde dışarı çıkarır.
**Yüzey Kaplama Gereksinimleri ve Boşluklar için Malzeme Seçimi**
Boşluk için yüzey kaplama gereksinimleri çok önemlidir.Bunlar yalnızca çapraz akışlı fan kanatlarının estetik kalitesini etkilemekle kalmaz, aynı zamanda işlevselliğini de etkiler.Boşluklar için malzeme seçimi, aşınma direnci, dayanıklılık ve işlenebilirlik gibi hususlarla birlikte aynı derecede önemlidir.
**Kavite İşleme Prosesleri ve Kavite Parlatma Teknikleri**
Maça ile kavite arasındaki maksimum 0,05 mm'lik PL adımıyla kavite işleme proseslerinde hassasiyet çok önemlidir.Kalıplama işlemi sırasında sürtünmeyi azaltan, pürüzsüz, yüksek kaliteli bir yüzey elde etmek için boşluk cilalama teknikleri uygulanır.
**Kavite İnceleme Yöntemleri ve Parametrik Kavite Tasarımı**
Boşluk muayene yöntemleri, tüm parametrelerin karşılanmasını ve sorunların üretim aşamasından önce düzeltilmesini sağlar.Parametrelerin özel gereksinimlere göre ayarlanabildiği parametrik boşluk tasarımı, kalıbın çok yönlülüğünü artırır.
**Boşluklar için Hızlı Prototipleme ve Boşluklar için Konformal Soğutma**
Boşluklar için hızlı prototip oluşturma, doğrulama için prototiplerin hızlı ve doğru şekilde üretilmesini sağlar.Kavitenin şeklini takip edecek şekilde tasarlanmış uyumlu soğutma kanalları, verimli soğutma ve daha yüksek üretkenlik sağlar.
**Çok Malzemeli Enjeksiyon Kalıplama ve Insert Kalıplama Teknikleri**
Çok malzemeli enjeksiyon kalıplama, karmaşık parçaların oluşturulmasına olanak tanıyarak tasarım olanaklarını genişletir.Insert kalıplama teknikleri, birden fazla malzemenin tek bir parçaya entegre edilmesini sağlayarak işlevselliğini artırır.
Sonuç olarak, çapraz akışlı fanlı enjeksiyon kalıplama işlemi, hassasiyet sanatının ve doğruluk biliminin bir kanıtıdır.GDM'de, iki küresel üretim devinin sinerjisinden faydalanarak, dünyaya son teknoloji ürünü hassas kalıplar sunmak için teknoloji ve uzmanlığın birleştiği bir dünya yaratıyoruz.